CONTINUOUS VERTICAL CONVEYOR
Description
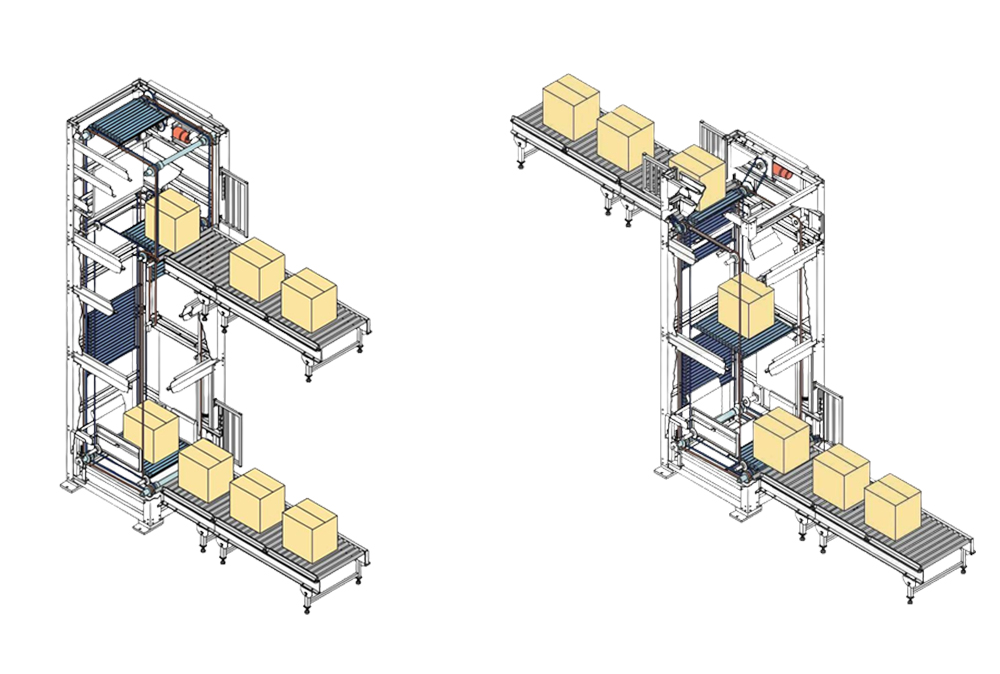
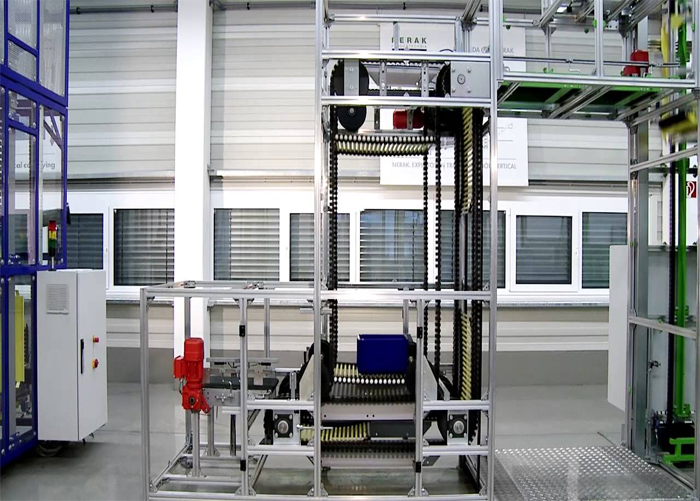
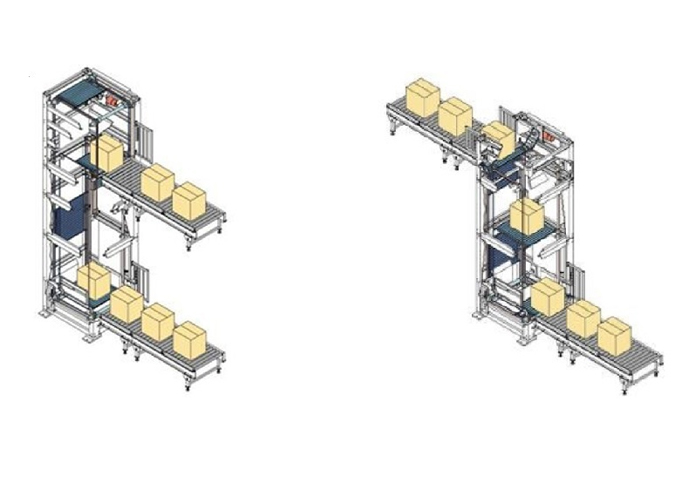
The goal of continuous vertical conveyors is to keep material moving continuously through vertical sections of the supply line. They accomplish this by implementing platforms/trays/shelves that originate from a horizontal conveyor, where these sections then move up a vertical shaft mechanically and then deposit back onto another horizontal conveyor of the same kind. They are faster than the previous conveyor types, being able to move up to 60 items per minute. They are easily controllable and have optional safety features and can be configured in C or S shapes They take up a minimal footprint while still delivering a high capacity conveyor that keeps products in the horizontal orientation. They are widely used throughout industry to transport boxes, trays, totes, kegs, rims, tires, bags, and more.



RECIPROCATING VERTICAL CONVEYOR
Description
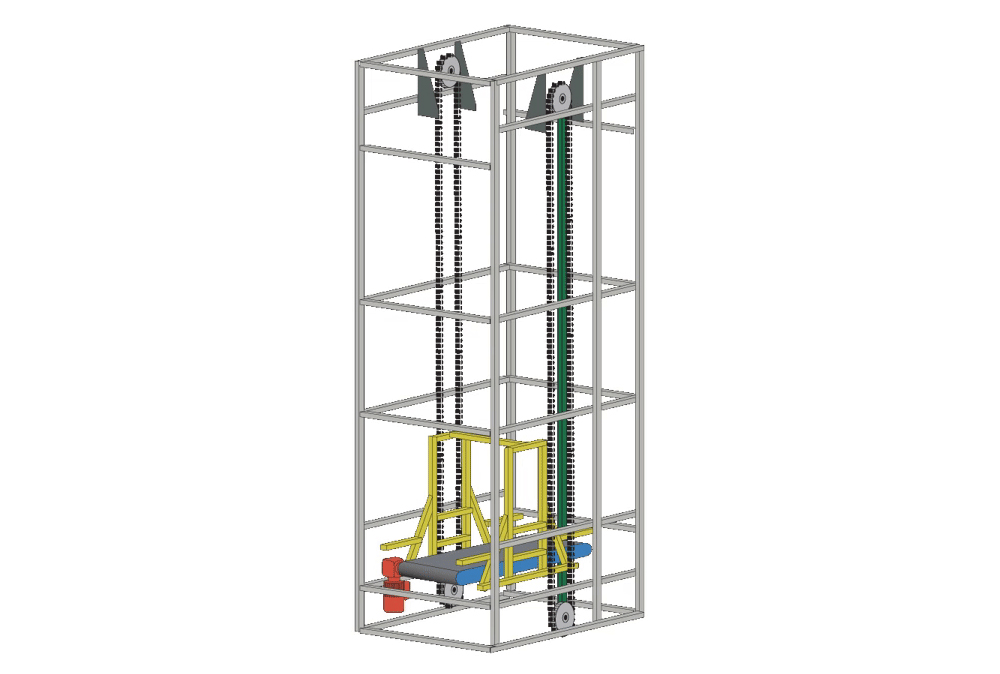
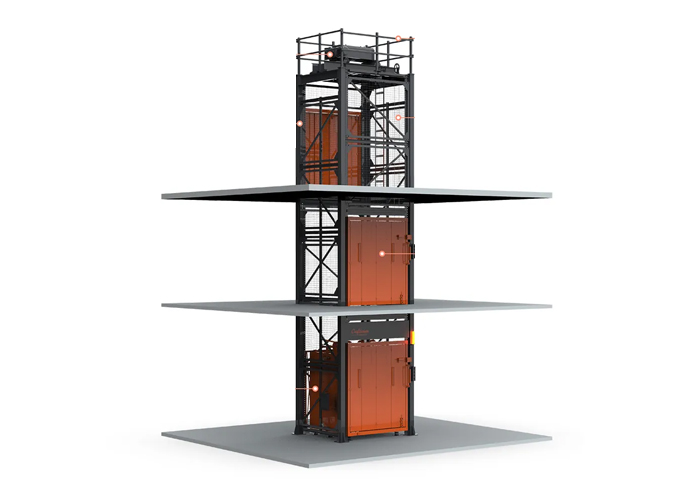
Reciprocating vertical conveyor known also as reciprocating mezzanine lifts transport items via a horizontal platform that can be gravity actuated or powered. This platform is often a horizontal conveyor itself and can move up and down multiple levels to serve many floors. There can be multiple conveyor platforms, which are most often in side-by-side or over-under arrangements. They can move up to five items per minute depending on the number of stops, height, and product weight, and can discharge in all 4 directions. These conveyors can be the classic 4 column design (shown above) or can be 2 columned or column less depending upon the desired geometry. This type of conveyor offers a more controllable alternative to chute and other dropping conveyors and can manage fragile and complicated materials. They have found uses in conveying luggage, boxes, totes, pallets, trays, and other product where many levels must be linked.

